:quality(80)/p7i.vogel.de/wcms/b4/3d/b43d86eeaecc6d7ceb26c70af8944489/0131814374v1.jpeg "Valmet launches 3D Fiber technology, offering packaging producers a competitive end-to-end solution to meet the increasing demand for sustainable alternatives to plastic. (Source: Valmet)")
:quality(80)/p7i.vogel.de/wcms/42/24/42245f5bd6c8ec704e99c31d126f7425/0131772863v1.jpeg "The plastics and rubber machinery sector expects stable revenues in 2026, with modest growth possible from 2027 as demand in Asia and the Americas provides new momentum. (Source: free licensed)")
:quality(80)/p7i.vogel.de/wcms/53/65/5365ff4fc7e19552bb04afb221ead869/0131663399v1.jpeg "The Spanish plastics industry is going through a complex period marked by intense regulatory pressure. (Source: Fira Barcelona)")
:quality(80)/p7i.vogel.de/wcms/4f/65/4f652209fc2e425beeeb86a6553818d9/0131208808v1.jpeg "(Source: KB Components)")
:quality(80)/p7i.vogel.de/wcms/89/48/8948b11ff93120eecbb81c57b21dc549/0131949922v1.jpeg "Plast 2026: 3D Plastlab closes its first edition and establishes itself as a new international
reference point for innovation in Additive Manufacturing (Source: Milan Exhibition)")
:quality(80)/p7i.vogel.de/wcms/eb/be/ebbe79918bb7722ebb93963af44ffd67/0131807938v2.jpeg "The Boy 35 E with integrated igus handling formed the centrepiece of Boy’s exhibition booth at Elmia Polymer 2026 in Jönköping, Sweden. (Source: Dr. Boy)")
:quality(80)/p7i.vogel.de/wcms/7f/2a/7f2ac76fc168cc1b747036b0d72f0a6d/0131708068v2.jpeg "3DMC Host & Chairman Peter Kinnell (Source: Mark Pascal Sanders/ RWTH Aachen)")
:quality(80)/p7i.vogel.de/wcms/cd/e2/cde22fb39357274b5e06be017521226c/0131673566v1.jpeg "The next joint edition of Expoquimia and Equiplast will take place in May 2029. (Source: Fira Barcelona)")
:quality(80)/p7i.vogel.de/wcms/49/3c/493c02a94c7dacd68ba121240d30ddd2/0131958758v1.jpeg "Nonnenmann blow-out container for the easy, safer and cleaner purging of temperature-control channels. (Source: Nonnenmann)")
:quality(80)/p7i.vogel.de/wcms/bf/8f/bf8f89dea82c5dde11c20f48acf44fab/0131949868v2.jpeg "The new guide bush with male thread, with collar E 5708 makes the installation and removal of round active parts with collar possible directly from the working plane. (Source: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/5c/79/5c79339d56c1ae81c33ee29b238f23e4/0131768998v2.jpeg "Meusburger offers small, compact and space-saving locks for the precise alignment of mould inserts. (Source: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/0d/6c/0d6c5ea88cb425ab9dd066457225e61b/0131066999v2.jpeg "Temperature-control connection plates in three versions (Source: Nonnenmann)")
:quality(80)/p7i.vogel.de/wcms/0b/6b/0b6b5c7e8a7736f29e63fbd545c8a01b/0131918868v1.jpeg "Xometry marketplace accelerates solutions for complex manufacturing demands (Source: Noah Willman/ Xometry)")
:quality(80)/p7i.vogel.de/wcms/d6/85/d685f438a6430ad866e2fe56536e51c4/0131826173v1.jpeg "Schematic of photopolymerisation-extrusion coupled moulding: rheology, UV curing, precision-defect trade-off. 3 strategies (UV stepping, filler optimization, molecular engineering) yield isotropic, dense, crack‑free ceramics with strong, low-shrinkage. (Source: Linzhe Zhang/Yanshan University, et. al)")
:quality(80)/p7i.vogel.de/wcms/f8/29/f829f04d97c7217d7e915829bf641f34/0131750491v1.jpeg "Recently celebrated its world premiere: the S1 Basic from AM Solutions. It is the first compact blasting system for automated cleaning and surface finishing of 3D-printed polymer components in the industrial entry-level segment. (Source: Rösler Oberflächentechnik)")
:quality(80)/p7i.vogel.de/wcms/bc/0f/bc0f0901d17342a3f703d733669a4c41/0131713828v2.jpeg "3D-Werk’s Experience Center gives manufacturers a hands-on environment to evaluate additive manufacturing technologies such as X Jet’s NPJ solution (Source: 3D-Werk)")
:quality(80)/p7i.vogel.de/wcms/90/d0/90d09d46c2b891ed0b093dc38857107f/0131821344v1.jpeg "MPneo 480 multi-plate electric powder press.
(Source: Osterwalder Technology)")
:quality(80)/p7i.vogel.de/wcms/ba/33/ba33a9e3faa448e5a0e957d384ac7222/0131810824v1.jpeg "Güdel adds two additional degrees of freedom to heavy-duty robotic grinding applications through its Trackmotion Vertical (TMV) and Trackmotion Floor (TMF) systems. This allows a single robot to maintain consistent contact pressure and path speed across massive surfaces that would otherwise require multiple robots or complex part repositioning. (Source: Titan Robotics)")
:quality(80)/p7i.vogel.de/wcms/01/7f/017f9464b8a9e26ff005e276c1744f7d/0131807926v1.jpeg "The CV5-700 at Tigfusion’s facility in Hastings is the first to be purchased in the UK (Source: Andy Butler/ Mazak)")
:quality(80)/p7i.vogel.de/wcms/16/8d/168db1de2b7bfc98f2e2baa076b4fec8/0131663389v1.jpeg "“By exhibiting together at both IMTS in Chicago and AMB in Stuttgart, we clearly demonstrate the strength of our collaboration. With a shared vision and complementary machining expertise, Modig, Ibarmia, and Licon offer manufacturers a broad and highly capable solution portfolio that addresses a wide range of production requirements,” said David Modig, Chairman of Modig Machine Tool. (Source: Ibarmia)")
:quality(80)/p7i.vogel.de/wcms/47/54/4754e0395d4cf91adb52ea636662a24d/0131949953v2.jpeg "Sinumerik One, Siemens’ digital CNC platform enabling highly productive, future-ready, and increasingly autonomous machine tools. (Source: Siemens)")
:quality(80)/p7i.vogel.de/wcms/cd/9f/cd9f02e635cfd6f739c37814a4eb8d0f/0131949298v1.jpeg "With Rockwell Automation's Factory Talk Resilient Edge, users have an accessible and unified execution layer. (Source: Rockwell Automation)")
:quality(80)/p7i.vogel.de/wcms/57/27/5727c2da4281810abeb1fb99ecee48fc/0131920273v2.jpeg "Simatic AX Logic Control Engineering offers state-of-the-art IT tools for programming and maintaining Simatic PLCs. (Source: Siemens)")
:quality(80)/p7i.vogel.de/wcms/e2/1c/e21c5506c6f6b9c0b7b9530f29170229/0131766749v1.jpeg "All Ency Academy lessons are now translated into 14 languages. (Source: free licensed)")
:quality(80)/p7i.vogel.de/wcms/d5/1d/d51def0b31e213e756bbfb9479fa9c7e/0129925621v2.jpeg "Automatic electrode feeding: Together with Sodick and Erowa, the Robot Compact 80 (ERC80) was integrated — including connection to the Zeiss measuring machine and chip-based job management. (Source: Sodick)")
:quality(80)/p7i.vogel.de/wcms/f9/ca/f9ca9cace88200a5ec0946f193264963/0129209504v1.jpeg "Neil Taylor, who has worked in the toolroom at Pre-Met for 20 years. (Source: Pre-Met)")
:quality(80)/p7i.vogel.de/wcms/2f/61/2f61dd20be68049fa2320a2e5aa860d7/0123789183v2.jpeg "from left to right: Sodick President Giuseppe Addelia and Vice President Salvatore Cocco (Source: Sodick)")
:quality(80)/p7i.vogel.de/wcms/c5/49/c54973f28495dada1c7605f913717341/0121533734v1.jpeg "The set-up of the complex parts on the new Sodick ALC600G (Source: Sodick)")
:quality(80)/p7i.vogel.de/wcms/85/07/850794d04a7c4bf9166662400efad3d1/0131663378v1.jpeg "New L100NX Blue Laser CMM Scanner (Source: LK Metrology)")
:quality(80)/p7i.vogel.de/wcms/ce/73/ce73b45969285c550f6c67c7d92b61e7/0131613641v2.jpeg "The robot handles the loading of the parts to be inspected into the storage area. Then it successively retrieves the stored pallets one by one and places them on the surface of the three-dimensional measuring machine, which is equipped with a clamping device, ensuring precise positioning and stability throughout the measurement process. (Source: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/19/f5/19f518ed41305d96b25c296dcff9bb7a/0131585249v2.jpeg "AI-powered Grain Size Analysis automates the evaluation of metallic microstructures, delivering fast, consistent, and operator-independent results. Compliant with ASTM E112 and ISO 643, it ensures reliable, standards-based grain size measurements for quality control and research applications. (Source: Nikon Metrology)")
:quality(80)/p7i.vogel.de/wcms/4d/13/4d138122ae079c86b86249fe718d9090/0131478591v1.jpeg "Roemheld double-acting, hydraulically-actuated, swivelling clamping elements are set into the press table to secure the lower half of the trimming die. The clamp design results in interference-free insertion and removal of the heavy dies, assisted by the integration of Roemheld transport rails. (Source: Stephan Auch/ Roemheld)")
:quality(80)/p7i.vogel.de/wcms/f4/72/f47262615ea8814ddfb33e805a1babe8/0131478681v1.jpeg "Fabio Schoppet, an apprentice at K.H. Müller Präzisionswerkzeuge, in an interview with Tobias Witton. (Source: KS Komm)")
:quality(80)/p7i.vogel.de/wcms/60/45/6045cb15d71397154c6cee56d5d95ac7/0131063997v1.jpeg "Grinding from solid material using two CBN profile grinding wheels for roughing. (Source: Kapp)")
:quality(80)/p7i.vogel.de/wcms/4c/dd/4cdd1643347d5f6f72743402d36e93f4/0130628083v2.jpeg "The filter units of the AW oil mist filters are designed to take up minimal space and are characterised by easy maintenance, quiet operation and a high degree of system integration. (Source: Absolent)")
:quality(80)/p7i.vogel.de/wcms/b8/6f/b86f649863182a925480692939ac91f8/0131684985v1.jpeg "Extreme high-speed Laser Material Deposition (EHLA) enables the additive deposition of functional surfaces with high precision and speed. This allows components to be efficiently coated, repaired, or manufactured with close-to-final-contour precision. (Source: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/d5/05/d5057e4ec3f7c3acbed8a4241d0683c6/0131673703v2.jpeg "Copper gauze for cleaning and polishing exposed round or conical surfaces. (Source: Guill)")
:quality(80)/p7i.vogel.de/wcms/00/9a/009ae0e133b321f8f0dabfb3fe14d2a6/0130776695v1.jpeg "The expanded functions simplify digital manufacturing processes and support the automated procurement of precision components. (Source: Meviy)")
:quality(80)/p7i.vogel.de/wcms/20/80/2080366dbf8cca84fe9d00659b8de85c/0131056632v1.jpeg "ABB Robotics says it has once again listened to users. As a result, companies can now invest in a new robot cell that is also affordable for SMEs and can automatically handle time-consuming grinding and polishing tasks. (Source: ABB)")
:quality(80)/p7i.vogel.de/wcms/5a/e5/5ae5dfc67c07f0ca8347161642c36df3/0130721540v1.jpeg "Müller Präzisionswerkzeuge supports its customers with customised, application-specific tools. (Source: Müller)")
:quality(80)/p7i.vogel.de/wcms/2a/08/2a08f8bd2df95ca843d52cbce64bf355/0131212753v1.jpeg "It has taken time, but the full force of the government’s steel policy is beginning to have a devastating impact on the downstream manufacturing sector according to the President of the Confederation of British Metalforming (CBM). (Source: CBM)")
:quality(80)/p7i.vogel.de/wcms/9e/bd/9ebd826ceed28c644a9205bdbf82beb4/0131007997v2.jpeg "The lead-free aluminium solutions that combine high performance with stable and reliable machining processes. (Source: Eural Gnutt)")
:quality(80)/p7i.vogel.de/wcms/d5/e6/d5e68c74fabff18ef737ee767b7b359f/0130415707v1.jpeg "Efficiency in machining and a reduced carbon footprint will be at the centre of Swiss Steel Group’s presentation at Wire 2026 in Düsseldorf. (Source: Swiss Steel Group)")
:quality(80)/p7i.vogel.de/wcms/9b/d1/9bd1f648128e428527044e4f62c0601a/0131950276v1.jpeg "Das frühere Domo-Werk in Leuna steht erneut vor einer ungewissen Zukunft. (Bild: Domo)")
:quality(80)/p7i.vogel.de/wcms/2a/c4/2ac4911b22abb1725035a54f95500dc0/0131949887v1.jpeg "Grainger & Worrall is utilising its technical expertise and production capability in complex aluminium sand casting. (Source: Peach Media)")
:quality(80)/p7i.vogel.de/wcms/5e/7d/5e7dab38b2b3b429ee093b1506e54605/0131919638v1.jpeg "European machine tool builders continue operating in a difficult environment, marked by softer
demand, persistent global uncertainty and growing competitive pressure’’, commented François Duval, Cecimo President. (Source: Cecimo)")
:quality(80)/p7i.vogel.de/wcms/ac/6e/ac6e42ca596f07c340f731d940bf57ce/0131825755v2.jpeg "Matters Group is expanding its manufacturing footprint with the acquisition of Polish plastics and polyurethane specialist Letbek. (Source: Matters Group)")
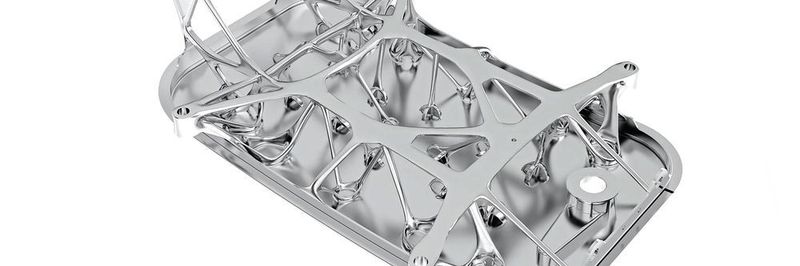
How classic foundries remain competitive against 3D printing
Aircraft manufacturers, automotive OEMs and designers: When rapid production of small batches of complex parts is required, more and more companies are turning to 3D metal printing. However, there are ways for traditional foundries to make friends with the competing manufacturing method.
Related Vendors
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/84400/84424/65.jpg "logo.jpg ()")
Does the rise of industrial 3D metal printing herald the end of the classic foundry industry? Not at all! On the contrary, foundries have been using 3D printing – the technology of the future – to print casting patterns and moulds for decades so as to remain competitive for the long term.
Sales of industrial 3D metal printers have increased exponentially in recent years. Automotive OEMs, aircraft manufacturers and designers all recognise the potential of the manufacturing technology, which enables wafer-thin layers of metal powder to be bonded into components by radiation energy from lasers,. The main advantages: greater design freedom and component densities of more than 99 percent. Designers can print lightweight components with unusual geometries, something that was formerly difficult to produce using traditional metal casting.
Components produced using a 3D printer don’t just have exciting, futuristic designs – they also come with an enormous practical advantage: They lead to huge cost savings because not only do they optimise the topology, they also enable massive weight reductions and require fewer components and functional enhancements.
An example from the aviation industry: if the Airbus A380 aircraft is made just 74.2 kilograms lighter by installing 3D-printed components such as seat belt buckles with honeycomb cut-outs, then, over an aircraft life of 30 years, this represents a reduction in fuel costs of around 6.7 million US dollars. This minor modification translates into savings potential that makes it easy to understand why manufacturers are setting their sights on 3D printing.
And foundries? Many think that casting topologically optimised parts is too costly and time-consuming. Customers also generally regard the foundry industry as inflexible and not very innovative, and also sluggish because of long delivery times. This means many foundries are facing an uncertain future. Does this herald the end of classic metal casting?
3D metal printing is still a harmless competitor
3D metal printing, such as direct metal laser sintering (DMLS), currently only competes with foundries in a relatively small segment. The build spaces of DMLS systems are ideally suited to smaller components. And 3D-printed components for aerospace require time-consuming certification, which metal casting has already had for decades. Direct 3D metal printing is also relatively expensive. This is not only due to the high cost of metal powder, but also the high cost of 3D printers and the comparatively slow building speeds.
Components from printers using metal powder usually require manual post-processing after printing. This means support structures and base plates have to be removed. Furthermore, a sintering oven or hot isostatic pressing (HIP) is required to achieve high component density and sufficient resistance. The bottom line is that the average prices of 3D-printed metal components are around €300 per kilogram for aluminium, €400 for stainless steel and up to €1,300 per kilogram for special alloys. As a direct comparison, the price of pure cast steel is around €6.50 to €32 per kilogram.
But what happens when, at some stage, 3D technology develops further, build spaces get bigger, materials become cheaper, post-processing becomes automated and technologies become suitable for series production? Will classic foundries be on the way out at that point?
Voxeljet is convinced that won’t be the case. Foundries may also be able to manufacture components with complex geometries cost-effectively in small series, thus ensuring their future competitiveness – provided they can build complex moulds faster and more cost-effectively, and without the need for expensive special tools.
.")
This is where 3D printing comes into play. 3D printers are able to quickly generate sand moulds using the binder-jetting technology – tooling-free, of course. For example, the Voxeljet VX4000, which has a build envelope of 4.000 x 2.000 x 1.000 mm, is the world’s biggest 3D printing system for the production of sand moulds and cores. The system can be used for the rapid automated production of sand casting moulds using the binder-jetting procedure. This means, it prints huge volumes economically thanks to its significantly higher build rates. The industrial platform can produce either many small series or individual, large-volume components.
Binder-jetting – Here's how it’s done:
A recoater spreads a 300-micrometre-quartz sand layer on a build platform. The mobile print head then uses commonly used foundry binder to bond the grains of sand in the areas where the sand mould should be created. The construction plan needs to be available in the form of a CAD file. The build platform is then lowered by each layer and the process is repeated until the sand mould is ready. Once the system operators have removed the excess sand from the mould by means of compressed air, it is ready for casting – without any time-consuming, expensive post-processing, unlike components from 3D metal printers.

Printed sand casting moulds behave like classical moulds and are sufficiently stable to withstand the harsh demands of metal casting. The binder leads to bending strengths of between 220 and 500 N/cm² of the sand parts – the resistance of conventionally manufactured sand cores.
Another major advantage of casting: A much wider variety of materials means light alloys such as magnesium can also be cast. Using 3D printing-supported metal casting means any alloys can be implemented – in contrast to metal printing, which is currently still restricted to few special alloys.
3D-printed casting moulds– new design freedom and huge time savings
The advantages of 3D-printed casting moulds are obvious: Compared to conventional production, they do not require CNC milling or any other special tooling, which can drive up the prices for metal casting. In addition, just as with 3D metal printing, there are fewer restrictions in terms of design. Designers can implement even the most delicate interior geometries with a resolution of up to 600 dpi and do not have to think about demoulding chamfers, separators or indentations. Unlike 3D metal printing, no printed support structures are needed, which waste material. In addition, the Voxeljet printing systems allow several components to be built on top of one other in a single printing process. This saves time and optimises the system´s box utilisation. The materials used in 3D printing have been used in foundries for decades and can be easily combined into hybrid parts (printed and conventionally produced sand parts).
Another argument in favour of 3D printing of moulds: time savings. Foundries report that they achieve unprecedented time savings when manufacturing complex sand casting moulds. In addition, metal casting in industries such as aerospace is a qualified and certified process, unlike metal 3D printing. Metal casting is thus a proven manufacturing method that already provides a high level of customer satisfaction, because components of almost any size can be economically manufactured as one component.
Binder-jetting is faster and cheaper than most other 3D printing processes. Because the printhead of a VX4000 has more than 25,000 individually controllable nozzles and a printhead width of 1,100 millimetres, the printer is able to achieve build rates of up to 120 litres per hour. In contrast, printers that operate using selective laser melting (SLM) and work with only one laser on a point-by-point basis are much slower. Their build rates are approximately 0.1 litres per hour.
Conclusion: Foundries should begin modernising as soon as possible
The binder-jetting procedure is also cheaper. The average price per litre for sand printed in a service centre is approximately nine euros, while one litre of pressed steel, on the other hand, costs around 3,100 euros. In many applications, such as aerospace components, it is now possible to build almost any size and quantity economically using binder-jetting in combination with metal casting. For example, pumps, drive wheels, exhaust manifolds, housings, frames, large structural components etc. are already being produced using rapid casting. Rapid casting also impressively handles a wide variety of materials – even lightweight alloys such as magnesium can be processed.
Metal 3D printing will definitely become more important in the coming years, since printers will become increasingly more powerful and investment costs will fall. By 2020, experts are predicting price reductions of up to 60% for entry-level systems. In that case, additive direct processing of metal powders may actually take a significantly higher share of the foundry’s market, especially for small and medium-sized components. However, it will not completely replace serial casting processes.

It will, though, obtain a significant share of the market. Foundries should therefore modernise their production sooner rather than later. “3D sand and plastic printing is a perfect alternative for foundries, both in terms of cost and the printable complexity,” says Ingo Ederer, CEO at Voxeljet. “Foundries can manufacture equally complex components without having to change the process chain. Moreover, foundries do not have to purchase their own 3D printing systems as there are service providers worldwide supplying 3D sand or plastic printing.” With today's economical tool-free casting moulds, it is already possible to reproduce any part size. That means customers have a wide variety of materials available – with certified processes in place. This begs the question of how quickly 3D printers using metal can catch up. rs
(ID:45395577)
:quality(80)/p7i.vogel.de/wcms/53/5f/535f333e84ac99d48506e145f564f7d7/0130933064v2.jpeg "HP introduces the HP Multi Jet Fusion 1200 3D Printer Solution, a compact system designed to bring industrial MJF technology into every workspace. (Source: HP)")
:quality(80)/p7i.vogel.de/wcms/73/4d/734dc85cc6890c5bce0d5cf066b89c23/0126697500v1.jpeg "Instead of conventional cooling with pins (above), the new large-format gantry printer at ILT allows a contour-based cooling system to be set up, which extends the service life of the mould. The tool inserts are printed using the innovative L-40 tool steel powder from MacLean-Fogg. (Bild: Fraunhofer-ILT)")