:quality(80)/p7i.vogel.de/wcms/3b/82/3b82cfa915f0ccab71a4ef859598567a/0131980110v1.jpeg "After three difficult years, the machine tool industry can breathe a first sigh of relief: incoming orders increased in the first three months of 2026 by 15 percent. (Source: VDW)")
:quality(80)/p7i.vogel.de/wcms/b4/3d/b43d86eeaecc6d7ceb26c70af8944489/0131814374v1.jpeg "Valmet launches 3D Fiber technology, offering packaging producers a competitive end-to-end solution to meet the increasing demand for sustainable alternatives to plastic. (Source: Valmet)")
:quality(80)/p7i.vogel.de/wcms/42/24/42245f5bd6c8ec704e99c31d126f7425/0131772863v1.jpeg "The plastics and rubber machinery sector expects stable revenues in 2026, with modest growth possible from 2027 as demand in Asia and the Americas provides new momentum. (Source: free licensed)")
:quality(80)/p7i.vogel.de/wcms/53/65/5365ff4fc7e19552bb04afb221ead869/0131663399v1.jpeg "The Spanish plastics industry is going through a complex period marked by intense regulatory pressure. (Source: Fira Barcelona)")
:quality(80)/p7i.vogel.de/wcms/41/bd/41bdda91348cf36a3980b0cc3709cfe3/0132273525v2.jpeg "A view into the mould area of the Engel duo 4000 combi M with 40000 kN clamping force. The turning-platen design allows several processes to be combined in a single mould, from film back-moulding to flooding with polyurethane. For processors, this means shorter process chains and lower unit costs in the production of large-format exterior components. (Source: Alessandro Cereda/ Engel)")
:quality(80)/p7i.vogel.de/wcms/a7/1f/a71f946a63ad7c50b5999c7d2fe94c9c/0132102630v1.jpeg "The Formnext Defence Summit will be held on 17 November on the Messe Frankfurt
exhibition grounds. (Source: Formnext Mesago Messe Frankfurt)")
:quality(80)/p7i.vogel.de/wcms/ba/f0/baf098b6e5cba36dd2868158fbe22e17/0131981204v1.jpeg "Stäubli, a globally recognized leader in industrial automation and robotics, was an official partner of the Ency World Conference. (Source: Ency)")
:quality(80)/p7i.vogel.de/wcms/89/48/8948b11ff93120eecbb81c57b21dc549/0131949922v1.jpeg "Plast 2026: 3D Plastlab closes its first edition and establishes itself as a new international
reference point for innovation in Additive Manufacturing (Source: Milan Exhibition)")
:quality(80)/p7i.vogel.de/wcms/49/3c/493c02a94c7dacd68ba121240d30ddd2/0131958758v1.jpeg "Nonnenmann blow-out container for the easy, safer and cleaner purging of temperature-control channels. (Source: Nonnenmann)")
:quality(80)/p7i.vogel.de/wcms/bf/8f/bf8f89dea82c5dde11c20f48acf44fab/0131949868v2.jpeg "The new guide bush with male thread, with collar E 5708 makes the installation and removal of round active parts with collar possible directly from the working plane. (Source: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/5c/79/5c79339d56c1ae81c33ee29b238f23e4/0131768998v2.jpeg "Meusburger offers small, compact and space-saving locks for the precise alignment of mould inserts. (Source: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/0d/6c/0d6c5ea88cb425ab9dd066457225e61b/0131066999v2.jpeg "Temperature-control connection plates in three versions (Source: Nonnenmann)")
:quality(80)/p7i.vogel.de/wcms/10/c3/10c37b86d6277a05ac77d5465ed59a99/0132261879v1.jpeg "The researchers demonstrated multiple different lattice patterns for their microtubule arrays. (Source: Menon Lab/ University of Utah)")
:quality(80)/p7i.vogel.de/wcms/0b/6b/0b6b5c7e8a7736f29e63fbd545c8a01b/0131918868v1.jpeg "Xometry marketplace accelerates solutions for complex manufacturing demands (Source: Noah Willman/ Xometry)")
:quality(80)/p7i.vogel.de/wcms/d6/85/d685f438a6430ad866e2fe56536e51c4/0131826173v1.jpeg "Schematic of photopolymerisation-extrusion coupled moulding: rheology, UV curing, precision-defect trade-off. 3 strategies (UV stepping, filler optimization, molecular engineering) yield isotropic, dense, crack‑free ceramics with strong, low-shrinkage. (Source: Linzhe Zhang/Yanshan University, et. al)")
:quality(80)/p7i.vogel.de/wcms/48/1c/481c9a3c64c83e9ecdeda3f7dad2f2ca/0132275384v3.jpeg "Precise, efficient, and flexible – the Fehlmann Picomax 550 Pro with compact ERC 80 pallet handling (Source: Fehlmann)")
:quality(80)/p7i.vogel.de/wcms/ed/87/ed87a020767f1d85db3218ca8f250feb/0132272484v1.jpeg "The Cloud-Direct NC (C-DNC) framework represents a fundamental rethinking of how machine control is done. (Source: free licensed)")
:quality(80)/p7i.vogel.de/wcms/8e/fb/8efb62dcd03a9ac52f95f43b014c9495/0132150977v2.jpeg "Important components of the machine tool include the milling head, the worktable, and the mobile gantry. The machine does not require additional protective enclosures. (Source: Siemens)")
:quality(80)/p7i.vogel.de/wcms/28/15/2815dc949ef41d940706ec638d93d5d3/0131982510v1.jpeg "Guido Reimann, Deputy CEO of VDMA Software and Digitalisation, as well as Co-ordinator of the VDMA Artificial Intelligence Competence Network. (Source: Messe Stuttgart)")
:quality(80)/p7i.vogel.de/wcms/eb/35/eb35cb0e4d00de4048bf32f3c011e20e/0132198804v1.jpeg "Open Mind is showcasing a series of complex workpieces produced using Hypermill as illustrative examples at AMB. Here is a propeller hub. (Source: Open Mind)")
:quality(80)/p7i.vogel.de/wcms/39/e5/39e5ed88eb51e1c40aa52e1b85a07b16/0132156489v1.jpeg "Ency 2.9 brings improvements to machining reports, operation statistics, and license administration. (Source: Ency)")
:quality(80)/p7i.vogel.de/wcms/ae/a5/aea54e5e66e67a1810e557140110832e/0132155085v1.jpeg "With Vericut 9.7, manufacturers gain faster simulation, smarter workflows, expanded AI assistance, and improved tooling visibility (Source: Vericut)")
:quality(80)/p7i.vogel.de/wcms/5f/66/5f66d32bcf6e2e2fb01b3d98f1c33930/0131994480v1.jpeg "A Mitsubishi Electric MV2400S wire-cut EDM machine will be the first demonstration model to arrive at the Kenilworth showroom and technical centre of recently-appointed sales agent, Whitehouse Machine Tools. (Source: Whitehouse Machine Tools)")
:quality(80)/p7i.vogel.de/wcms/d5/1d/d51def0b31e213e756bbfb9479fa9c7e/0129925621v2.jpeg "Automatic electrode feeding: Together with Sodick and Erowa, the Robot Compact 80 (ERC80) was integrated — including connection to the Zeiss measuring machine and chip-based job management. (Source: Sodick)")
:quality(80)/p7i.vogel.de/wcms/f9/ca/f9ca9cace88200a5ec0946f193264963/0129209504v1.jpeg "Neil Taylor, who has worked in the toolroom at Pre-Met for 20 years. (Source: Pre-Met)")
:quality(80)/p7i.vogel.de/wcms/2f/61/2f61dd20be68049fa2320a2e5aa860d7/0123789183v2.jpeg "from left to right: Sodick President Giuseppe Addelia and Vice President Salvatore Cocco (Source: Sodick)")
:quality(80)/p7i.vogel.de/wcms/07/f7/07f7dc41a96844b74e060e9894a5b042/0132102433v2.jpeg "Another Ethernet CMM laser scanner from LK Metrology capturing point cloud data from an Audi front grille. (Source: LK Metrology)")
:quality(80)/p7i.vogel.de/wcms/7f/2a/7f2ac76fc168cc1b747036b0d72f0a6d/0131708068v2.jpeg "3DMC Host & Chairman Peter Kinnell (Source: Mark Pascal Sanders/ RWTH Aachen)")
:quality(80)/p7i.vogel.de/wcms/85/07/850794d04a7c4bf9166662400efad3d1/0131663378v1.jpeg "New L100NX Blue Laser CMM Scanner (Source: LK Metrology)")
:quality(80)/p7i.vogel.de/wcms/ce/73/ce73b45969285c550f6c67c7d92b61e7/0131613641v2.jpeg "The robot handles the loading of the parts to be inspected into the storage area. Then it successively retrieves the stored pallets one by one and places them on the surface of the three-dimensional measuring machine, which is equipped with a clamping device, ensuring precise positioning and stability throughout the measurement process. (Source: Mitutoyo)")
:quality(80)/p7i.vogel.de/wcms/96/a7/96a7fc98bdedad348bb52c9a05d18a28/0132102132v1.jpeg "Modular dressing system with replaceable coating and reusable backing. (Source: VDW/ Uli Regenscheit)")
:quality(80)/p7i.vogel.de/wcms/4d/13/4d138122ae079c86b86249fe718d9090/0131478591v1.jpeg "Roemheld double-acting, hydraulically-actuated, swivelling clamping elements are set into the press table to secure the lower half of the trimming die. The clamp design results in interference-free insertion and removal of the heavy dies, assisted by the integration of Roemheld transport rails. (Source: Stephan Auch/ Roemheld)")
:quality(80)/p7i.vogel.de/wcms/f4/72/f47262615ea8814ddfb33e805a1babe8/0131478681v1.jpeg "Fabio Schoppet, an apprentice at K.H. Müller Präzisionswerkzeuge, in an interview with Tobias Witton. (Source: KS Komm)")
:quality(80)/p7i.vogel.de/wcms/60/45/6045cb15d71397154c6cee56d5d95ac7/0131063997v1.jpeg "Grinding from solid material using two CBN profile grinding wheels for roughing. (Source: Kapp)")
:quality(80)/p7i.vogel.de/wcms/b8/6f/b86f649863182a925480692939ac91f8/0131684985v1.jpeg "Extreme high-speed Laser Material Deposition (EHLA) enables the additive deposition of functional surfaces with high precision and speed. This allows components to be efficiently coated, repaired, or manufactured with close-to-final-contour precision. (Source: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/d5/05/d5057e4ec3f7c3acbed8a4241d0683c6/0131673703v2.jpeg "Copper gauze for cleaning and polishing exposed round or conical surfaces. (Source: Guill)")
:quality(80)/p7i.vogel.de/wcms/00/9a/009ae0e133b321f8f0dabfb3fe14d2a6/0130776695v1.jpeg "The expanded functions simplify digital manufacturing processes and support the automated procurement of precision components. (Source: Meviy)")
:quality(80)/p7i.vogel.de/wcms/20/80/2080366dbf8cca84fe9d00659b8de85c/0131056632v1.jpeg "ABB Robotics says it has once again listened to users. As a result, companies can now invest in a new robot cell that is also affordable for SMEs and can automatically handle time-consuming grinding and polishing tasks. (Source: ABB)")
:quality(80)/p7i.vogel.de/wcms/5a/e5/5ae5dfc67c07f0ca8347161642c36df3/0130721540v1.jpeg "Müller Präzisionswerkzeuge supports its customers with customised, application-specific tools. (Source: Müller)")
:quality(80)/p7i.vogel.de/wcms/2a/08/2a08f8bd2df95ca843d52cbce64bf355/0131212753v1.jpeg "It has taken time, but the full force of the government’s steel policy is beginning to have a devastating impact on the downstream manufacturing sector according to the President of the Confederation of British Metalforming (CBM). (Source: CBM)")
:quality(80)/p7i.vogel.de/wcms/9e/bd/9ebd826ceed28c644a9205bdbf82beb4/0131007997v2.jpeg "The lead-free aluminium solutions that combine high performance with stable and reliable machining processes. (Source: Eural Gnutt)")
:quality(80)/p7i.vogel.de/wcms/d5/e6/d5e68c74fabff18ef737ee767b7b359f/0130415707v1.jpeg "Efficiency in machining and a reduced carbon footprint will be at the centre of Swiss Steel Group’s presentation at Wire 2026 in Düsseldorf. (Source: Swiss Steel Group)")
:quality(80)/p7i.vogel.de/wcms/8b/5e/8b5e1baa3e6899e93c059d6b401a1b99/0132223710v1.jpeg "Kimball Electronics acquires European-based medical CDMO, Helvoet Polymer Technologies (Source: free licensed)")
:quality(80)/p7i.vogel.de/wcms/41/9c/419cdd0499fba3d19f2d6d427a949784/0132201404v1.jpeg "The planned joint venture has been conceived to address this evolution by bringing together Shibaura Machine’s technological expertise and EPF’s extensive experience in industrial automation and engineering. (Source: Shibaura Machine)")
:quality(80)/p7i.vogel.de/wcms/23/77/23776175f2ffb6ee361f7e5935295faf/0132170347v1.jpeg "From left to right: Moritz Manigatter, Paul Fattinger, Markus Nuspl (new Managing Director), Christian Reslhuber, Roman Adlesgruber, Christine Adlesgruber, Kurt Manigatter. (Source: Steininger Jurgen/ Elmet)")
:quality(80)/p7i.vogel.de/wcms/1a/1b/1a1bc5c9da65e476c6b6747a6960bcad/0132102151v1.jpeg "Gewefa UK has changed its name to Nydaloxe Precision and launched a new webiste. (Source: Nydaloxe)")
Fraunhofer Institute for Laser Technology ILT Laser remelting yields structured metallic surfaces
Surface effects on plastic moulded products can be created using mould inserts treated by a laser process more efficient than ablation.
Related Vendors
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/26200/26226/65.jpg "Logo.jpg ()")
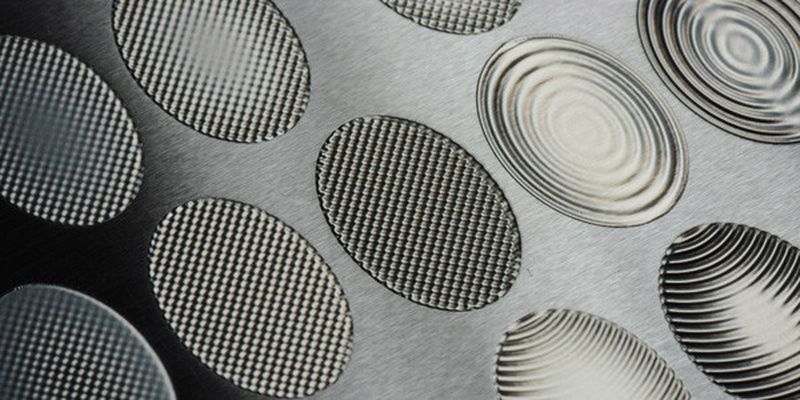
The Fraunhofer Institute for Laser Technology ILT has developed a method of structuring the metallic surfaces of tool inserts by means of laser remelting. This method makes it possible, for the first time, to structure mould materials without having to resort to ablation, and also to polish them to a brilliant gloss finish.
This process innovation not only gives tool manufacturers greater scope to adapt their production processes so as to incorporate novel structures and design elements; it also saves them time and money. Through the use of another new technique developed by the Fraunhofer ILT, mould makers can provide tools and products with a dual-gloss effect.
Surface structuring
The surface of a part or product strongly influences its properties and functions—everything from abrasion resistance to how it feels to the touch and visual appeal. Therefore, many plastic parts have structured, or textured, surfaces. From steering wheels to toothbrush handles, we have become accustomed to the distinctive look and feel of deliberately structured surfaces on items we encounter in numerous areas of our lives. Injection moulding tools made from metal are often the means by which moulded products are given their surface structure.
One technique commonly used to produce the desired structure on tools is photochemical etching. Here, specific regions of the tool insert are structured to produce the desired texture by etching away unwanted regions. This is a costly and time-consuming process, however, which requires the use and disposal of large amounts of environmentally hazardous acids.
See: Lasers cut into traditional materials processing
A more environmentally friendly alternative is the technique of laser structuring by ablation, which has been used successfully for more than 10 years. This method can achieve ablation rates of 1 to 10 mm3/min in processes designed to create structures greater in feature dimension than 10 μm. However, in many cases the workpiece requires subsequent treatment to remove the melt residue that accumulates during ablation. In addition, the laser requires some 10 passes to achieve a structure depth of 200 μm. All of this means that the laser-based structuring of large surfaces through ablation is generally not a cost-effective option for tool manufacturers.
(ID:34073850)
:quality(80)/p7i.vogel.de/wcms/b8/6f/b86f649863182a925480692939ac91f8/0131684985v1.jpeg "Extreme high-speed Laser Material Deposition (EHLA) enables the additive deposition of functional surfaces with high precision and speed. This allows components to be efficiently coated, repaired, or manufactured with close-to-final-contour precision. (Source: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/73/4d/734dc85cc6890c5bce0d5cf066b89c23/0126697500v1.jpeg "Instead of conventional cooling with pins (above), the new large-format gantry printer at ILT allows a contour-based cooling system to be set up, which extends the service life of the mould. The tool inserts are printed using the innovative L-40 tool steel powder from MacLean-Fogg. (Bild: Fraunhofer-ILT)")