:quality(80)/p7i.vogel.de/wcms/55/47/55478646728684cec46485443d736f85/0132634476v1.jpeg "Geopolitical tensions and weak demand weighed heavily on Italy's machine tool industry (Source: free licensed / KI-generiert)")
:quality(80)/p7i.vogel.de/wcms/2f/7a/2f7ac201c1abc14dc40a30d947684069/0132348722v1.jpeg "The Nova5e110T, a latest-generation all-electric injection moulding machine, produces a food-packaging application using liquid silicone rubber injection moulding. (Source: Negri Bossi)")
:quality(80)/p7i.vogel.de/wcms/3b/82/3b82cfa915f0ccab71a4ef859598567a/0131980110v1.jpeg "After three difficult years, the machine tool industry can breathe a first sigh of relief: incoming orders increased in the first three months of 2026 by 15 percent. (Source: VDW)")
:quality(80)/p7i.vogel.de/wcms/b4/3d/b43d86eeaecc6d7ceb26c70af8944489/0131814374v1.jpeg "Valmet launches 3D Fiber technology, offering packaging producers a competitive end-to-end solution to meet the increasing demand for sustainable alternatives to plastic. (Source: Valmet)")
:quality(80)/p7i.vogel.de/wcms/8d/f2/8df2d740937f78edb534aa345ec257a6/0132555049v1.jpeg "On 1 and 2 December 2026, the T3 – Transform The Tomorrow conference will explore strategies that help companies future-proof their operations. (Bild: © Vogel Corporate Solutions / AdobeStock 1280236166, Oksana)")
:quality(80)/p7i.vogel.de/wcms/d8/13/d81399800b7bf23a05c13f61dbbc5fc3/0132528216v1.jpeg "More than 500 working machines will be on display when Lamiera returns to Fieramilano Rho from 11 to 14 May 2027, showcasing the full breadth of sheet-metal forming and cutting technology. (Source: Ucimu/ Fieramilano)")
:quality(80)/p7i.vogel.de/wcms/fa/f6/faf6d0886365d70f00b667149077c5dd/0132477819v2.jpeg "The 30th Fakuma international trade fair for plastics processing will take place in Friedrichshafen from Monday the 12th through Friday the 16th of October, 2026. (Source: Schall)")
:quality(80)/p7i.vogel.de/wcms/aa/80/aa80745ee94388c8a7d56975e3d53e4b/0132395994v2.jpeg "The AMB Stage features a different focus topic on each day of the exhibition – on Wednesday, 16 September, the spotlight will be on ‘AI in Manufacturing’, with a programme by VDMA and a panel discussion organised by WIN-Verlag. (Source: Valentin Marquardt/ Messe Stuttgart)")
:quality(80)/p7i.vogel.de/wcms/39/6a/396a28f5f60ea76e398456fa01dfab41/0132476312v1.jpeg "Ejectors are among the components subject to the greatest stress in injection moulding and die casting moulds. (Source: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/49/3c/493c02a94c7dacd68ba121240d30ddd2/0131958758v1.jpeg "Nonnenmann blow-out container for the easy, safer and cleaner purging of temperature-control channels. (Source: Nonnenmann)")
:quality(80)/p7i.vogel.de/wcms/bf/8f/bf8f89dea82c5dde11c20f48acf44fab/0131949868v2.jpeg "The new guide bush with male thread, with collar E 5708 makes the installation and removal of round active parts with collar possible directly from the working plane. (Source: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/5c/79/5c79339d56c1ae81c33ee29b238f23e4/0131768998v2.jpeg "Meusburger offers small, compact and space-saving locks for the precise alignment of mould inserts. (Source: Meusburger)")
:quality(80)/p7i.vogel.de/wcms/6d/0f/6d0fbeaf421c3bb0c156757f56cd8465/0132347970v1.jpeg "6K Additive’s Unimelt enables the sustainable manufacture of high-performance metal powders, now more readily available to European manufacturers through Ampere Alloys. (Source: 6K Additive)")
:quality(80)/p7i.vogel.de/wcms/10/c3/10c37b86d6277a05ac77d5465ed59a99/0132261879v1.jpeg "The researchers demonstrated multiple different lattice patterns for their microtubule arrays. (Source: Menon Lab/ University of Utah)")
:quality(80)/p7i.vogel.de/wcms/a7/1f/a71f946a63ad7c50b5999c7d2fe94c9c/0132102630v1.jpeg "The Formnext Defence Summit will be held on 17 November on the Messe Frankfurt
exhibition grounds. (Source: Formnext Mesago Messe Frankfurt)")
:quality(80)/p7i.vogel.de/wcms/0b/6b/0b6b5c7e8a7736f29e63fbd545c8a01b/0131918868v1.jpeg "Xometry marketplace accelerates solutions for complex manufacturing demands (Source: Noah Willman/ Xometry)")
:quality(80)/p7i.vogel.de/wcms/57/29/57293442a935cdce6304da435cc3bce7/0132636335v1.jpeg "Yamazaki Mazak’s Integrex i-250ST Neo complete with new grinding package. (Source: Yamazaki Mazak)")
:quality(80)/p7i.vogel.de/wcms/8c/6b/8c6bf220363c75eaaab92c018d1b9443/0132611766v1.jpeg "The new Helitronic and the new Helicheck from Walter Maschinenbau will make their debut at AMB and IMTS. (Source: Walter Maschinenbau)")
:quality(80)/p7i.vogel.de/wcms/59/dd/59dd81a966fe0c35d1502b1d80359b28/0132611486v2.jpeg "The S-cell enables flexible automation of production environments without fixed interlinking. (Source: Schwäbische Werkzeugmaschinen )")
:quality(80)/p7i.vogel.de/wcms/8e/fe/8efecbeed62cc33963842c95f42a6621/0132611466v2.jpeg "In the field of additive manufacturing, DMG Mori will show at AMB not only the powder-bed process in the form of the 3. Generation Lasertec 30 SLM, but also laser deposition welding on a Lasertec 65 DED hybrid (pictured). (Source: DMG Mori)")
:quality(80)/p7i.vogel.de/wcms/35/47/3547d08fbcda84a284bc154f0f5760f2/0132636439v1.jpeg "A new Kuka driver in Ency Hyper streams large CAM toolpaths to the robot controller in small sections during operation, enabling complex robotic milling without path simplification, manual program splitting or controller upgrades. (Source: Ency)")
:quality(80)/p7i.vogel.de/wcms/48/f2/48f2b25126e0371d4bfc5f3244d6fe49/0132530936v1.jpeg "Siemens, Module Works deepen partnership with native CAM integration (Source: Module Works)")
:quality(80)/p7i.vogel.de/wcms/c6/53/c653b78591260ae3bef118150e57819e/0132525395v1.jpeg "Preconfigured dashboards and browser-based setup provide a fast route into production analytics without requiring programming expertise. (Source: Mitsubishi Electric)")
:quality(80)/p7i.vogel.de/wcms/43/0c/430cb8b657b4cefefff0376b34e9f416/0132390023v1.jpeg "Ency 3.0 introduces new tools for CAM automation, advanced CNC machining, robot programming and connected manufacturing workflows. (Source: Ency)")
:quality(80)/p7i.vogel.de/wcms/5f/66/5f66d32bcf6e2e2fb01b3d98f1c33930/0131994480v1.jpeg "A Mitsubishi Electric MV2400S wire-cut EDM machine will be the first demonstration model to arrive at the Kenilworth showroom and technical centre of recently-appointed sales agent, Whitehouse Machine Tools. (Source: Whitehouse Machine Tools)")
:quality(80)/p7i.vogel.de/wcms/d5/1d/d51def0b31e213e756bbfb9479fa9c7e/0129925621v2.jpeg "Automatic electrode feeding: Together with Sodick and Erowa, the Robot Compact 80 (ERC80) was integrated — including connection to the Zeiss measuring machine and chip-based job management. (Source: Sodick)")
:quality(80)/p7i.vogel.de/wcms/f9/ca/f9ca9cace88200a5ec0946f193264963/0129209504v1.jpeg "Neil Taylor, who has worked in the toolroom at Pre-Met for 20 years. (Source: Pre-Met)")
:quality(80)/p7i.vogel.de/wcms/2f/61/2f61dd20be68049fa2320a2e5aa860d7/0123789183v2.jpeg "from left to right: Sodick President Giuseppe Addelia and Vice President Salvatore Cocco (Source: Sodick)")
:quality(80)/p7i.vogel.de/wcms/d6/ba/d6ba94485018261fa2476c7233b3c1ee/0132634611v1.jpeg "The new AI Knowledge Assistant, delivers natural language responses drawn from the full product documentation library, enabling faster onboarding and reducing the learning curve for new users. (Source: Metrologic DCS )")
:quality(80)/p7i.vogel.de/wcms/b6/77/b677375070249449de37c041cc40ec87/0132635157v1.jpeg "Simulation of sweep scanning inspection of a turbine blade in LK Metrology’s Camio 2026 R1 programming, analysis and reporting software, which now provides comprehensive support for Renishaw’s Revo 5-axis scanning probe system. (Source: LK Metrology)")
:quality(80)/p7i.vogel.de/wcms/94/98/9498254a54622879fd52e31a967caf8e/0132611479v2.jpeg "LK Metrology has launched a new range of CMM laser scanners featuring high-speed data communication via Ethernet. (Source: Joel Penn/ LK Metrology)")
:quality(80)/p7i.vogel.de/wcms/82/01/8201125bc7d91457f67e769590d9d5c7/0132476450v1.jpeg "Traceboss Pro surface roughness gauge software for production measurement of roughness and crosshatch. (Source: Digital Metrology)")
:quality(80)/p7i.vogel.de/wcms/0e/c4/0ec441af0db15fc109283e1dabc7894a/0131815699v1.jpeg "The solid carbide and PCD tools from HAM also have “mirror-smooth” surfaces and defined cutting edge preparations for catalogue goods so that the chip can flow off optimally. They are therefore perfect for minimum quantity lubrication. (Source: HAM)")
:quality(80)/p7i.vogel.de/wcms/96/a7/96a7fc98bdedad348bb52c9a05d18a28/0132102132v1.jpeg "Modular dressing system with replaceable coating and reusable backing. (Source: VDW/ Uli Regenscheit)")
:quality(80)/p7i.vogel.de/wcms/4d/13/4d138122ae079c86b86249fe718d9090/0131478591v1.jpeg "Roemheld double-acting, hydraulically-actuated, swivelling clamping elements are set into the press table to secure the lower half of the trimming die. The clamp design results in interference-free insertion and removal of the heavy dies, assisted by the integration of Roemheld transport rails. (Source: Stephan Auch/ Roemheld)")
:quality(80)/p7i.vogel.de/wcms/f4/72/f47262615ea8814ddfb33e805a1babe8/0131478681v1.jpeg "Fabio Schoppet, an apprentice at K.H. Müller Präzisionswerkzeuge, in an interview with Tobias Witton. (Source: KS Komm)")
:quality(80)/p7i.vogel.de/wcms/b8/6f/b86f649863182a925480692939ac91f8/0131684985v1.jpeg "Extreme high-speed Laser Material Deposition (EHLA) enables the additive deposition of functional surfaces with high precision and speed. This allows components to be efficiently coated, repaired, or manufactured with close-to-final-contour precision. (Source: Fraunhofer ILT)")
:quality(80)/p7i.vogel.de/wcms/d5/05/d5057e4ec3f7c3acbed8a4241d0683c6/0131673703v2.jpeg "Copper gauze for cleaning and polishing exposed round or conical surfaces. (Source: Guill)")
:quality(80)/p7i.vogel.de/wcms/00/9a/009ae0e133b321f8f0dabfb3fe14d2a6/0130776695v1.jpeg "The expanded functions simplify digital manufacturing processes and support the automated procurement of precision components. (Source: Meviy)")
:quality(80)/p7i.vogel.de/wcms/20/80/2080366dbf8cca84fe9d00659b8de85c/0131056632v1.jpeg "ABB Robotics says it has once again listened to users. As a result, companies can now invest in a new robot cell that is also affordable for SMEs and can automatically handle time-consuming grinding and polishing tasks. (Source: ABB)")
:quality(80)/p7i.vogel.de/wcms/5a/e5/5ae5dfc67c07f0ca8347161642c36df3/0130721540v1.jpeg "Müller Präzisionswerkzeuge supports its customers with customised, application-specific tools. (Source: Müller)")
:quality(80)/p7i.vogel.de/wcms/2a/08/2a08f8bd2df95ca843d52cbce64bf355/0131212753v1.jpeg "It has taken time, but the full force of the government’s steel policy is beginning to have a devastating impact on the downstream manufacturing sector according to the President of the Confederation of British Metalforming (CBM). (Source: CBM)")
:quality(80)/p7i.vogel.de/wcms/9e/bd/9ebd826ceed28c644a9205bdbf82beb4/0131007997v2.jpeg "The lead-free aluminium solutions that combine high performance with stable and reliable machining processes. (Source: Eural Gnutt)")
:quality(80)/p7i.vogel.de/wcms/d5/e6/d5e68c74fabff18ef737ee767b7b359f/0130415707v1.jpeg "Efficiency in machining and a reduced carbon footprint will be at the centre of Swiss Steel Group’s presentation at Wire 2026 in Düsseldorf. (Source: Swiss Steel Group)")
:quality(80)/p7i.vogel.de/wcms/31/34/3134afc6310b4ede639e66a60d776230/0132645290v2.jpeg "The founders Claudia and Franz Haimer have transferred the company shares to the second generation, so that the siblings Andreas and Kathrin Haimer now assume responsibility as Managing Directors and Shareholders. (From left to right: Andreas Haimer, Kathrin Haimer, Claudia Haimer, Franz Haimer.) (Source: Haimer)")
:quality(80)/p7i.vogel.de/wcms/66/42/66420174506e478d437c5d2b5f912ea9/0132611735v1.jpeg "Arburg acquires Stork IMM (from left): The purchase agreement was signed by Steffen Kroner, CFO of Arburg, Philip Stibbe, shareholder of Stork IMM and founder of Stibbe Participaties, and Guido Frohnhaus, CTO of Arburg, on 29 July 2026 in Hengelo, the Netherlands. (Source: JLF Foto & Filmstudio/ Arburg)")
:quality(80)/p7i.vogel.de/wcms/14/01/1401800e86638c3dfc8dbea5d8798312/0132394097v1.jpeg "Niiko Rautiola has been named RJG's next Chief Executive Officer. (Source: RJG)")
:quality(80)/p7i.vogel.de/wcms/a0/bf/a0bfb1a92f77d640b22907f0f64f07f0/0132388468v2.jpeg "Ucimu has confirmed its leadership team for the 2026–2027 term, with Riccardo Rosa continuing as president of the Italian machine tool, robotics and automation association. (Source: Anastasio Carlo/ Ucimu)")
Cutting tool technology Traditional v modern thinking in the die & mould industry
Many shops still cling to technologies they know, especially when it comes to cutting inserts. Doron Cohen, die and mould industry manager at cutting tool manufacturer Iscar, writes that living in the past could affect a company’s future.
Related Vendors
:fill(fff,0)/images.vogel.de/vogelonline/companyimg/118400/118496/65.jpg "Renishaw_EMBLEM_orange_RGB.jpg ()")
The die and mould industry is one of the very ancient industries; one of the first mould-making practices was the production of patterns for coins and medals.
Background
The common mould maker is very qualified and skilled, utilising a wide variety of techniques, including metal removal, metallurgy, polymers, plastic flow, EDM and wire-cut technology.
Global machine tool titan sets its sights on European shops
In many cases, the key persons in some enterprises will say that since mould or die making is not a mass production, there is no pressure to change tooling and technology, since most of the parts are different from one another.
One of the ways to analyse a mould shop’s level of technology is to have a look at its machining methods and tools. It may seem like many of the die and mould producers and standard mould shops have “loyal” feelings to their old tools and instruments.
Die and mould machining can be done with a wide range of cutting tools, which are selected and optimised in accordance with the process chain, process step specifications, final required geometry and surface integrity, workpiece material and its properties, as well as machine tool specifications and different environmental conditions.
Common mould shops still use standard round-shaped milling inserts for their rough milling applications, standard ISO turn inserts for rough turning on a lathe, and a HSS drills or taps.
In the shops, a common saying is that they only have a specific hole to drill and only one or two threads to tap, so why change to newer tools and create higher costs? The savings are so small in regards to time. However, in reality, there is a huge difference for shops that do adopt new technology. Also, adopting new tools with the machine and tool-path technology will definitely make a difference in the long run.
As a result of the ongoing pursuit for higher productivity, faster metal removal and more cost-effective machining processes combined with high performance, Iscar has developed and introduced new cutting technologies, new designs for cutting edge geometry, new cutting tool materials and new coating technologies.
Traditional rough milling
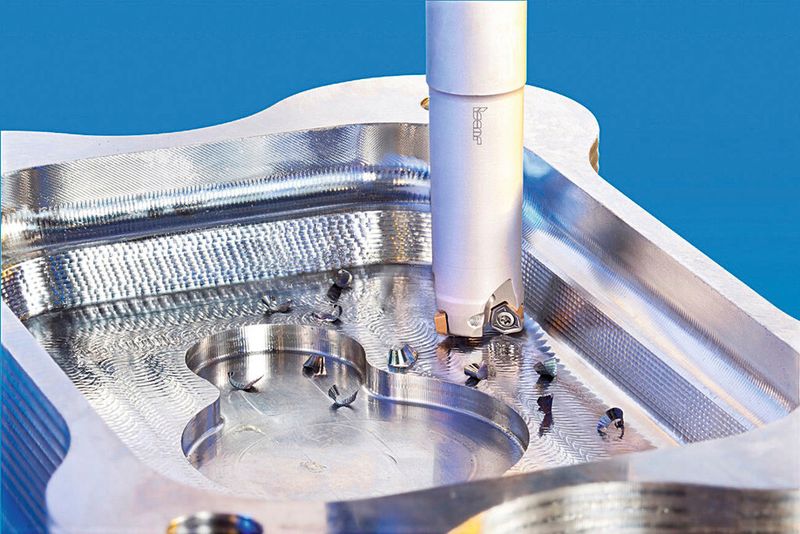
For rough milling of a mould cavity or a core, the pervading idea was that there will be no replacement for the standard round insert geometry; methods of using either an endmill (shank adaptation) or a shell mill (screw and two keyways) with round inserts are well-known and still widely used.
There are many milling applications that are applicable for this type of tooling, such as face milling, shoulder milling, linear and circular ramp milling. This, in addition to relatively low prices for the cutting inserts, is the main reason for the widespread use of round inserts and tools.
However, while looking at each parameter or application of the whole milling process and trying to efficiently optimise the common roughing technology, one realises that new cutting technologies, tools and methods can dramatically change the manufacturing process compared to how things were made in the past.
When milling metal, the round-shaped insert creates different approach angles at each depth of cut. Basically, there is a need to change the machining parameters for each depth. A common method adopted by mould shops is to apply certain consistent machining parameters for all mould parts using the same tool. This may be easy and safe for the shop employees, but it in fact limits productivity and efficient machining.
Iscar has developed a unique and successful milling line, Helido H600, which enables mould shops to expedite the time on the machine for each part. The approach angle is a linear constant 17 or 30 degrees for fast-feed (FF) or medium-feed (MF) implementation.
For each depth of cut applied, the same machining parameters can be used and are well-accepted by the firms which are technology adopters. In addition, they provide very high metal removal rate and machining efficiency.
ISO inserts in rough turning
For several decades, ISO standard turning inserts were the only turning cutters in the market for lathe products. The negative-shaped double-sided insert for medium to rough turning is quite popular.
Rough turning was commonly done with a diamond-shaped (80 degree) insert, while clamped with a well-known lever-clamping mechanism. Under heavy loads, micro-lifts of the back of the insert occur and create micro-chipping and breakage.
One solution was to use a top-clamping mechanism, but only for light depth of cuts since large chips were rubbing the top arm that clamps the insert.
Iscar designed and developed an innovative diamond and trigon-shaped turning line of tools and inserts, which is called Dove IQ Turn, where at the clamping face there are dovetailed prisms, which prevent movement even under extremely high loads. This provides increased tool life.
Technology adopters will surely use the inserts and toolholders, but will common mould shops follow suit?
Summary
The world of metalworking is being constantly updated by new machines, tool path software and cutting tools. Adopting the latest technologies and having an open mind to test them will bring innovative solutions and ideas to the common, relatively old-fashioned mould shop.
It will be of benefit to them to come to the conclusion that the development of new cutting tools, combined with the various machining processes and the complete process chain, is essential for higher productivity and improved performance in the manufacturing of dies and moulds.
(ID:42855277)
:quality(80)/p7i.vogel.de/wcms/60/46/6046e68f3201ca4d20c41487c99e3ccf/0128865008v1.jpeg "The new DA65 milling system from Horn. (Source: Horn)")
:quality(80)/p7i.vogel.de/wcms/65/72/65720bc04b91a9dca469c07e398dc233/0129209582v2.jpeg "Horn Supermini type 105 universal boring system with sintered GM chip-breaker geometry. (Source: Horn Cutting Tools)")